Psaní jednoduchého ovládacího programu. Tvorba programů pro CNC stroje Příklady CNC programu pro soustruh
Díly obrobené na CNC stroji lze považovat za geometrické objekty. Při zpracování se rotující nástroj a obrobek vzájemně pohybují po určité dráze. UE popisuje pohyb určitého bodu nástroje – jeho středu. Trajektorie nástroje je reprezentována jako skládající se z oddělených sekcí, které do sebe procházejí. Tyto úseky mohou být přímky, kruhové oblouky, křivky druhého nebo vyšších řádů. Průsečíky těchto řezů se nazývají referenční nebo uzlové body. UE zpravidla obsahuje přesné souřadnice referenčních bodů.
Zkusme napsat malý program pro zpracování drážky znázorněné na Obr. 3.4. Se znalostí souřadnic referenčních bodů to není těžké. Nebudeme se podrobně zabývat kódem celého NC, ale budeme věnovat zvláštní pozornost psaní čar (NC rámců), které jsou přímo zodpovědné za pohyb přes referenční body drážky. Pro obrobení drážky je třeba nejprve posunout frézu do bodu T1 a spustit ji do příslušné hloubky. Dále je třeba pohybovat frézou postupně přes všechny referenční body a zvednout nástroj z materiálu obrobku. Najdeme souřadnice všech referenčních bodů drážky a pro větší pohodlí je zapíšeme do tabulky. 3.1.
Tabulka 3.1. Souřadnice referenčního bodu drážky
| Tečka | X souřadnice | Y souřadnice |
|---|---|---|
| Tl | 3 | 8 |
| T2 | 3 | 3 |
| TK | 7 | 3 |
| T4 | 7 | 8 |
Přivedeme řezný nástroj k prvnímu referenčnímu bodu:
Další dva rámy způsobí sestup nástroje do požadované hloubky do materiálu obrobku.
N60 G00 Z0,5
N70 G01 Z-l F25
Jakmile je nástroj v požadované hloubce (1 mm), můžete s ním pohybovat přes všechny referenční body a obrábět drážku:
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
Nyní byste měli odstranit nástroj z materiálu obrobku - zvedněte jej do malé výšky:
Dáme dohromady všechny rámečky, přidáme pár pomocných příkazů a získáme finální verzi programu:
| Personální UP | Popis rámu |
|---|---|
| % | Symbol spuštění programu |
| O0001 (PAZ) | Číslo programu (0001) a název programu (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | Bezpečnostní řetězec |
| N20 M06 T01 (FREZA D1) | Volání nástroje #1 |
| N30 G43 H01 | Kompenzace délky nástroje č. 1 |
| N40 M03 S1000 | Zapnutí otáček vřetena (1000 ot./min.) |
| N50 G00 X3 Y8 | Rychlý pohyb do referenčního bodu T1 |
| N60 G00 Z0,5 | Rychloposuv nástroje B Z0,5 |
| N70 G01 Z-l F25 | Posuv do hloubky 1 mm při rychlosti posuvu 25 mm/min |
| N80 G01 ХЗ Y3 | Přesunutí nástroje do bodu T2 (25 mm/min) |
| N90 G01 X7 Y3 | Přesunutí nástroje do bodu T3 (25 mm/min) |
| N100 G01 X7 Y8 | Přesunutí nástroje do bodu T4 (25 mm/min) |
| N110 G01 Z5 | Zvednutí nástroje v Z5 (25 mm/min) |
| N120 M05 | Vypněte otáčky vřetena |
| N130 M30 | Konec programu |
| % | Konec znaku programu |
Výrazně zvýšit produktivitu výroby a kvalitu vyráběných produktů. Ke svému fungování však vyžadují speciální programy. S jejich pomocí se vytvářejí modely budoucích produktů a nastavují se příkazy, které regulují chod strojů. Popis řídicích programů pro CNC stroje vám pomůže vybrat správný software.
Obecná informace
Pro práci s takovým strojem budete v první řadě potřebovat 3D editor. Při vytváření domácích medailí, čísel nebo jiných jednoduchých výrobků se bez takového softwaru obejdete. Bude stačit převést požadovaný obrázek do g kódu. Rozvržení hromadných produktů se však vytváří v příslušných editorech.
Objemové modely jsou vytvářeny ve speciálním softwaru (například Art Cam) s následnou transformací. Pro průmyslová zařízení se doporučuje používat samostatný software.
Operační systém je velmi důležitý. Důležité je přímé ovládání LPT portu. Software od Microsoftu takové možnosti nemá (mluvíme o operačních systémech Windows). U některých softwarů bude zpoždění až 0,2 sekundy normální. Software, jako je například MATH 3, však nelze v přítomnosti takových zpoždění použít (může dojít k poškození stroje).
CNC programy fungují mnohem lépe v prostředí Linuxu. Existuje dokonce operační systém CNC Linux speciálně vytvořený pro takové činnosti. Je optimalizován pro běžný provoz stroje pomocí portu LPT.
Seznam softwaru
Množství softwaru pro CNC je velké. Liší se svou funkčností a účelem. Některý software vyžaduje výkonné počítače. Jiné vzorky jsou schopny pracovat na méně výkonných počítačích.
Lze rozlišit následující software:
- "Vizuální CAD/CAM 2014". Jedná se o softwarový balík, který obsahuje software nezbytný k vytvoření řídicích programů pro 3osé frézky. Tento balíček navíc obsahuje nástroje, které vizualizují proces zpracování;
- "Funkce CAM 2011". Jedna z nejznámějších utilit, které se používají pro modelování a výrobu produktů komplexního designu a průmyslových zařízení. Automobilový, letecký, strojírenský a energetický průmysl používají tento software již léta;
- Gibbscam. Určeno pro dvě až pět axiálních fréz. S tímto softwarem můžete také provádět několik typů modelování (2D, 3D, povrchové, drátové modely atd.);
- Art CAM. Nejlepší nástroj, se kterým můžete navrhovat objemové reliéfy. Pozoruhodnou vlastností tohoto softwaru je absence potřeby dalšího ručního zdokonalování.
Výše uvedené CNC programy odvádějí svou práci dobře. Již několik let je používají různé podniky po celém světě.
MATEMATIKA 3
Samostatně stojí za zmínku americký software "MATH 3". Je vhodný pro různé typy frézek, plotrů a soustruhů. Široce používané jak profesionály, tak amatéry.
S tímto programem pro CNC frézku můžete:
- spravovat více souřadnic (až šest);
- přímo importovat grafické obrázky různých formátů;
- vytvářet řídicí software;
- spravovat indikátor, jako je rychlost otáčení;
- používat ruční generátory pulsů;
- vytvářet vlastní M kódy.
Chcete-li používat tento software, musíte mít CNC Linux OS. V opačném případě nebude možné zajistit správnou funkci softwaru.

Tvorba řídicího softwaru
Proces tvorby CNC řídicího programu se skládá z několika fází. Příkladem je vytvoření projektu pro řezbářství. CNC stroje jsou naprogramovány v balíku CAD/CAM softwaru, takže celý pracovní proces se bude skládat ze tří fází:
- Vytvoření modelu produktu. K tomu slouží 3D editory. Práce provádějí speciálně vyškolení designéři, jejichž služeb bude třeba využít. Vytvořený model může být v budoucnu ztělesněn v různých měřítcích a velikostech.
- Vytvoření ovládacího programu. K tomu se používá výše popsaný software. Hotový model budoucího produktu se importuje do zvoleného softwaru. Podle jeho velikosti, tvaru, typu a dalších parametrů je sestaven odpovídající software.
- Frézování. Příkazy řídicího programu jsou čteny strojem, díky čemuž se pracovní orgány zařízení pohybují po předem vytvořených souřadnicích a provádějí předepsané akce.
Práce s CNC strojem vyžaduje určité znalosti. Dostupnost speciálního softwaru však tento úkol usnadňuje.
Obsluha obráběcích strojů s číslicovým řízením je tedy nemožná bez speciálních nástrojů. Jsou vytvořeny pomocí samostatného softwaru. Dnes existuje velké množství takového softwaru. Různý software se liší jak funkčností, tak požadavky na počítač. Ačkoli jsou k ovládání softwaru nutné určité znalosti, četné pokyny usnadňují proces učení.
Obráběné cykly na CNC stroji
Rýže. 8.8. Je nutné vyvrtat 7 otvorů o průměru 3 mm a hloubce 6,5 mm
Příklad č. 2

Rýže. 8.9. Je nutné vyvrtat 12 otvorů o průměru 5 mm a hloubce 40 mm, nejprve proveďte operaci centrování otvoru
| Programový kód | Popis |
| % O0002 (NÁZEV PROGRAMU - DÍRY2) N100 G21 N102 G0 G17 G40 G49 G80 G90 (CENTROVKA) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3 N108 G403 h2 Z101 G403 h2 N110Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12,5 Y21,651 N116 X0. Y25. N118 X-12,5 Y21,651 N120 X-21,651 Y12,5 N122 X-25. Y0. N124 X-21,651 Y-12,5 N126 X-12,5 Y-21,651 N128 X0. Y-25. N130 X12,5 Y-21,651 N132 X21,651 Y-12,5 N134 X25. Y0. N136 G80 N138 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M01 (VRTÁNÍ 12 DÍRŮ) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 h3 Z100. N154Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12,5 Y21,651 N160 X0. Y25. N162 X-12,5 Y21,651 N164 X-21,651 Y12,5 N166 X-25. Y0. N168 X-21,651 Y-12,5 N170 X-12,5 Y-21,651 N172 X0. Y-25. N174 X12,5 Y-21,651 N176 X21,651 Y-12,5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % | Číslo programu Název programu Metrická operace Bezpečnostní čára Komentář Vyvolání vystředění Posun do otvoru č. 1 Korekce délky nástroje Rychlý pohyb do Z2. Vrtání Středění díry v uzavřeném cyklu #2 Centrování díry #3 Centrování díry #4 Centrování díry #5 Centrování díry #6 Centrování díry #7 Centrování díry #8 Centrování díry #9 Centrování díry #10 Centrování díry #11 Centrování díry #12 Cancel Přejděte na Z100. Zastavení vřetena Z počátek návrat X, Y počátek návrat Dočasné zastavení Komentář Vyvolání 5mm vrtáku Posun do otvoru č. 1 Kompenzace délky nástroje Rychlý pohyb do Z2. Cyklus přerušovaného vrtání Vrtání otvoru #2 Vrtání otvoru #3 Vrtání otvoru #4 Vrtání otvoru #5 Vrtání otvoru #6 Vrtání otvoru #7 Vrtání otvoru #8 Vrtání otvoru #9 Vrtání otvoru #10 Vrtání otvoru #11 Vrtání otvoru #12 Zrušení předpřipraveného cyklu Přejděte na Z100. Zastavení vřetena Z počátek návrat X, Y počátek návrat Konec programu |
planetacam.ru
2.17. Příklad řídicího programu pro zpracování
podrobnosti "Závitový váleček"
Na Obr. 41 kombinovaný výkres obrobku a dílu "Závitový váleček" s trajektoriemi řezných nástrojů pro jeho zpracování na stroji 16A20F3 vybaveném CNC systémem 2P22.

Rýže. 41. Schéma zpracování dílu "Závitový váleček"
Řídicí program pro zpracování dílu "Závitový váleček" má následující podobu:
| N001 T1S3 572 F0,43 M08 | Fréza T1 - hrubá, třetí rozsah, n = 572 ot./min, s = 0,43 mm/ot, přívod chladicí kapaliny zapnut. |
| Najíždějte na počáteční bod cyklu L08. |
|
| N003 L08 A1 P4 | Cyklus L08, přídavek na dokončení 1 mm na průměr, hloubka řezu 4 mm. |
| Popis obrysu součásti. |
|
| N011 S3 650 F0,2 | Změna režimu n = 650 ot./min., s = 0,2 mm/ot. |
| Výchozí bod před hrubým oříznutím konce. |
|
| Hrubé řezání čelní plochy podle cyklu L05. |
|
| N014 T3 S3 1000 F0,12 | Fréza T3 - dokončování, třetí rozsah, n = 1000 ot./min, s = 0,12 mm / ot. |
| Najíždějte na počáteční bod cyklu L10. |
|
| Nastavení konstantní řezné rychlosti. |
|
| Definování cyklu L10 pro dokončování, popis součásti z bloku N004. |
|
| Zrušte konstantní řeznou rychlost. |
|
| Výchozí bod před cílem a konec řezu. |
|
| Čistý konec řezu. |
|
| Stažení frézy od konce podél osy Z o 0,5 mm. |
|
| Nájezd frézy do bodu začátku zkosení 2×45°. |
|
| Zkosení soustružení 2×45°. |
|
| N024 T5 S3 600 F0,25 | Fréza T5 - drážkování, třetí rozsah, n = 600 ot./min., s = 0,25 mm/ot. |
| N025 X32 Z-35 E | Výchozí bod před drážkováním. |
| Drážkování do ø20 mm. |
|
| Vytažení frézy z drážky se urychlí. |
|
| N028 T7 S3 720 F0,3 | Fréza T7 - závitová, třetí rozsah, n = 720 ot./min., s = 0,3 mm/ot. |
| Počáteční bod cyklu před řezáním závitu. |
|
| N030 L01 F1,5 W-33,5 A0 X22,08 P0,3 C0 | Cyklus L01 pro závitování M24×1,5. |
| Vypněte přívod chladicí kapaliny. |
|
| Konec ovládacího programu, návrat do I.T. |
3. Práce na strojích vybavených CNC systémem 2p22
3.1. Dálkové ovládání
Pro nastavení provozních režimů zařízení CNC 2P22, ručního zadávání dat, editaci programu a dialog se zařízením je určen ovládací panel, vyrobený ve formě vzdálené jednotky instalované na otočné konzole stroje. Klávesnice ovládacího panelu je znázorněna na obr. 17 a přiřazení klíčů - v tabulce. 3.
Funkce vykonávané v hlavním a pomocném režimu provozu CNC zařízení 2P22 jsou uvedeny v tabulce. 7.
Tabulka 7
Provozní režimy CNC 2P22
| Pracovní režim |
||
| základní | pomocný |
|
| Zpracování dílu podle řídicího programu | Automatický režim
| |
| Zpracování dílu podle řídicího programu se zastávkami na konci bloku | Automatický režim
| Rámový režim
|
| Sestavení programu podle modelu, nábor a vypracování jednotlivých pracovníků | Manuální režim
| |
| Vazba referenčního systému | Manuální režim
| Režim "Výjezd do pevného bodu stroje"
|






Pokračování tabulky. 7
| Poloautomatické ukládání do paměti plovoucí nuly a přesahů nástroje | Manuální režim
|
|
| Poloautomatický zápis do paměti výchozí polohy | Manuální režim
| Režim "Poloautomatické zadávání konstant"
|
| Výstup do výchozí pozice | Manuální režim
| Režim „Konec do úvodní pozice"
|
| Vstup do ovládacího programu z ovládacího panelu, zobrazení a úprava programů | Vstupní režim
| |
| Zadávání, zobrazování a editace převisů nástroje, plovoucí nuly, výchozí polohy, parametrů stroje | Vstupní režim
| Režim "Zadávání konstant"
|
| Vyhledejte požadované číslo bloku technologického programu a jeho označení | Vstupní režim
| Režim vyhledávání snímků |
| Zadání technologického programu z magnetické pásky | Vstupní režim
|
|
| Zadání technologického programu z děrné pásky | Výstupní režim
| "Externí" režim nosná perforovaná páska"
|



 ,
, 











Konec tabulky. 7
| Výstup programu na pásku | Výstupní režim
| Režim "Externí média - magnetická páska"
|
| Výstup programu na děrnou pásku | Výstupní režim
| "Externí" režim nosič - perforovaná páska"
|
| Kontrola výkonu zařízení podle testů vložených do softwaru | Testovací mód
| Diagnostický režim
|
| Zadávání testů z magnetické pásky | Testovací mód
| Režim "Externí média - magnetická páska"
|
| Zadávání testů z děrné pásky | Testovací mód
| Režim "Externí média - děrná páska"
|
| Indikace snímačů a stavu výměnných signálů na vstupních a výstupních konektorech CNC zařízení | Testovací mód
| Režim "Indikace elektroautomatiky stroje"
|
| Indikace stavu resetu vyměňovat signály | Testovací mód
| Režim "Reset indikace elektroautomatiky stroje"
|














K provedení, uvedeno v tabulce. 7 funkcí, je nutné opustit odpovídající provozní režim (hlavní a pomocný) stisknutím daných kláves na ovládacím panelu CNC zařízení.
Klávesy, které po uvolnění dále fungují, mají světelnou signalizaci. Klávesy pro volbu hlavních režimů 3, 4, 5, 6, 7 mají závislé zařazení, tzn. vždy je aktivní pouze jeden z nich. Činnost zbývajících kláves se světelnou signalizací se zruší opětovným stisknutím.
studfiles.net
Programování v ISO
Příklady ovládacích programů
Pro opracování vnějšího obrysu součásti (obr. 11.1) je nutné vytvořit NC frézou o průměru 5 mm bez kompenzace rádiusu nástroje. Hloubka frézování - 4 mm. Na obrys se najíždí po přímém úseku.
| % O0001 (NÁZEV PROGRAMU - CONTOUR1) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) | Program O0001 Komentář - název programu Režim zadávání metrických dat Bezpečnostní čára Komentář - fréza Ф5 mm Volání nástroje #1 |
 Rýže. 11.1. konturování Rýže. 11.1. konturování |
|
| N106 G0 G90 G54 X25. Y-27,5 S2000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-4. F100. N116 X-27,5 N118 Y20. N120 G2 X-20. Y27.5 R7.5 N122 G1 X1.036 N124 X27.5 Y1.036 N126 Y-20. N128 G2 X20. Y-27,5 R7,5 N130 G1 Z6. N132 G0 Z100. N134 M5 N136 G91 G28 Z0. N138 G28 X0. Y0. N140 M30 | Polohování do počátečního bodu dráhy (1), zapnutí rychlosti vřetena 2000 ot./min Kompenzace délky nástroje #1 Polohování v Z10 Fréza klesá do Z-4 řezným posuvem 100 mm/min Lineární pohyb do bodu ( 2) Lineární pohyb do bodu (3 ) Obloukový pohyb do bodu (4) Lineární pohyb do bodu (5) Lineární pohyb do bodu (6) Lineární pohyb do bodu (7) Obloukový pohyb do bodu (8) Fréza stoupá do Z6 Fréza stoupá rychlým posuvem do Z100 Zastavit vřeteno Návrat do počátku v Z Návrat do počátku v X a Y Konec programu |
Příklad č. 2. Konturování s kompenzací poloměru nástroje
Pro opracování vnějšího obrysu součásti (obr. 11.2) je nutné vytvořit NC frézou o průměru 5 mm s kompenzací na rádius nástroje. Hloubka frézování - 4 mm. Na konturu se najíždí tangenciálně.
| % O0002 (NÁZEV PROGRAMU - CONTOUR2) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) N104 T1 M6 N106 G0 G90 G54 X25. Y-35. S2000 M3 N108 G43 h2 Z100. | Program O0002 Komentář - název programu Režim zadávání metrických dat Bezpečnostní čára Komentář - fréza Ф5 mm Vyvolání nástroje #1 Polohování do počátečního bodu trajektorie (1), zapnutí otáček vřetena 2000 ot./min Kompenzace délky nástroje #1 Umístění v Z10 |
 Rýže. 11.2. Konturování s korekcí Rýže. 11.2. Konturování s korekcí |
|
| N112 G1 Z-4. F100. N114 G41 D1 Y-30. N116 G3 X20. Y-25. R5. N118 G1 X-25. N120Y20. N122 G2 X-20. Y25. R5. N124 G1 X0. N126X25. Y0. N128 Y-20. N130 G2 X20. Y-25. R5. N132 G3 X15. Y-30. R5. N134 G1 G40 Y-35. N136Z6. N138G0Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M30 | Fréza klesá do Z-4 při řezném posuvu 100 mm/min Odsazení vlevo, přesun do bodu (2) Tangenciální najetí do bodu (3) Lineární pohyb do bodu (4) Lineární pohyb do bodu (5) Obloukový pohyb do bodu (6) ) Lineární pohyb do bodu (7) Lineární pohyb do bodu (8) Lineární pohyb do bodu (9) Obloukový pohyb do bodu (10) Odtažení nástroje z obrysu tečně do bodu (11) Lineární pohyb do bod (12) se zrušeným potlačením Fréza stoupá na Z6 Fréza stoupá rychlým posuvem na Z100 Zastavení vřetena Návrat do počátku v Z Návrat do počátku v X a Y Konec programu |
Příklad č. 3. konturování
Je nutné vytvořit NC pro dokončování kapsy (obr. 11.3) bez kompenzace rádiusu nástroje frézou o průměru 5 mm. Hloubka frézování - 2 mm. Na konturu se najíždí tangenciálně.
| % O0003 (NÁZEV PROGRAMU - KONCOVÁ KAPSA) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) N104 T1 M6 N106 G0 G90 G54 X-2,5 Y-2,5 S1000 M3 N108 G40 N110Z10. N112 G1 Z-2. F100. N114 Y-5. N116 G3 X0. Y-7,5 R2,5 N118 G1 X10. N120 G3 X17,5 Y0. R7.5 | Program O0003 Komentář - název programu Režim zadávání metrických dat Bezpečnostní čára Komentář - fréza Ф5 mm Vyvolejte nástroj č. 1 Polohování do počátečního bodu dráhy (1), zapněte otáčky vřetena Kompenzace délky nástroje č. 1 Polohování v Z10 Fréza klesá k Z-2 při řezném posuvu 100 mm/min Lineární pohyb do bodu (2) Tangenciální najíždění do bodu (3) Lineární pohyb do bodu (4) Pohyb po oblouku do bodu (5) |
 Rýže. 11.3. Kapesní zakončení Rýže. 11.3. Kapesní zakončení |
|
| N122X10. Y7.5 R7.5 N124 G1 X-10. N126 G3 X-17,5 Y0. R7,5 N128 X-10. Y-7,5 R7,5 N130 G1 X0. N132 G3 X2,5 Y-5. R2.5 N134 G1 Y-2.5 N136 Z8. N138G0Z100. N140 M5 N146 M30 | Obloukový pohyb do bodu (6) Lineární pohyb do bodu (7) Obloukový pohyb do bodu (8) Obloukový pohyb do bodu (9) Lineární pohyb do bodu (10) Stažení nástroje tečné k bodu (11) Lineární pohyb do bodu (12) Fréza se zvedne na Z8 Fréza se zvedne rychlým posuvem na Z100 Zastavení vřetena Konec programu |
Příklad číslo 4. Konturování s kompenzací poloměru nástroje
Musíte vytvořit NC pro dokončení kapsy s kompenzací poloměru nástroje. Hloubka frézování - 2 mm. Na konturu se najíždí tangenciálně.
| % O0004 (NÁZEV PROGRAMU – DOKONČENÍ KAPSY2) | Program O0004 Komentář - název programu Režim metrického zadávání |
 Rýže. 11.4. Kapesní zakončení s korekcí Rýže. 11.4. Kapesní zakončení s korekcí |
|
| N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X-2,5 Y-5. S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-2. F100. N114 G41 D1 Y-7,5 N116 G3 X0. Y-10. R2.5 N118 G1 X10. N120 G3 X20. Y0. R10. N122X10. Y10. R10. N124 G1 X-10. N126 G3 X-20. Y0. R10. N128 X-10. Y-10. R10. N130 G1X0. N132 G3 X2,5 Y-7,5 R2,5 N134 G1 G40 Y-5. N136Z8. N138G0Z100. N140 M5 N146 M30 | Bezpečnostní linie Vyvolejte nástroj č. 1 Umístěte do počátečního bodu dráhy (1), zapněte otáčky vřetena Kompenzace délky nástroje č. tečna k bodu (3) Lineární pohyb do bodu (4) Obloukový pohyb do bodu (5) Obloukový pohyb do bodu ( 6) Lineární pohyb do bodu (7) Obloukový pohyb do bodu (8) Obloukový pohyb do bodu (9) Lineární pohyb do bodu (10) Stažení nástroje tečné k bodu (11) Lineární pohyb do bodu (12) se zrušeným přepisem Řez se zvedne do Z8 Fréza se zvedne rychlým posuvem do Z100 Zastavení vřetena Konec programu |
Příklad číslo 5. Frézování pravoúhlé kapsy
Pro opracování obdélníkové kapsy je nutné vytvořit NC frézou o průměru 10 mm. Hloubka frézování - 1 mm.
| % O0005 (NÁZEV PROGRAMU - HRUBÁ KAPSA) N100 G21 N102 G0 G17 G40 G49 G80 G90 | Program O0005 Komentář - název programu Režim zadávání metrických dat Bezpečnostní řetězec Volání nástroje #1 |
 Rýže. 11.5. Hrubé frézování pravoúhlé kapsy Rýže. 11.5. Hrubé frézování pravoúhlé kapsy |
|
| N106 G0 G54 X-13,75 Y3,75 S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-1. F100. N114 Y-3,75 N116 X13,75 N118 Y3,75 N120 X-13,75 N122 X-17,5 Y7,5 N124 Y-7,5 N126 X17,5 N128 Y7,5 N130 X-17,5 N132 X-2 Y15. N134 Y-15. N136X25. N138Y15. N140 X-25. N142Z9. N144 G0 Z100. N146 M5 N152 M30 | Polohování do počátečního bodu dráhy (1), zapnutí otáček vřetena Kompenzace délky nástroje č. 1 Polohování v Z10 Fréza klesá do Z-1 řezným posuvem 100 mm/min Lineární pohyb do bodu (2) Lineární pohyb do bodu (3) Lineární pohyb do (4) Lineární pohyb do bodu (1) Lineární pohyb do bodu (5) Lineární pohyb do bodu (6) Lineární pohyb do bodu (7) Lineární pohyb do bodu (8) Lineární pohyb do bod (5) Lineární pohyb do bodu (9) Lineární pohyb do bodu (10) Lineární pohyb do bodu (11) Lineární pohyb do bodu (12) Lineární pohyb do bodu (9) Fréza stoupá do Z9 Fréza stoupá rychlým posuvem na Z100 Zastavení vřetena Konec programu |
Příklad číslo 6. Frézování kulaté kapsy
Pro opracování kulaté kapsy je nutné vytvořit NC frézou o průměru 10 mm. Hloubka - 0,5 mm.
| % O0000 (NÁZEV PROGRAMU - N6) N100 G21 N102 G0 G17 G40 G49 G80 G90 | Program O0006 Komentář - název programu Režim zadávání metrických dat Bezpečnostní řetězec |
 Rýže. 11.6. Hrubé frézování kulaté kapsy Rýže. 11.6. Hrubé frézování kulaté kapsy |
|
| N104 T1 M6 N106 G0 G90 G54 X0. Y0. S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-.5 F100. N120X5. F200 N122 G3 X-5. R5. N124X5. R5. N126 G1 X10. N128 G3 X-10. R10. N130X10. R10. N132 G1X15. N134 G3 X-15. R15. N136X15. R15. N138 G1 Z10 F300. N140 G0 Z100. N142 M5 N148 M30 | Vyvolání nástroje č. 1 Polohování do výchozího bodu dráhy (1), zapnutí otáček vřetena Kompenzace délky nástroje č. oběžná dráha“ … Přesuňte se do bodu (2) Kruhový pohyb na 2. „orbitě“ … Přesuňte se do bodu (3) Kruhový pohyb na 3. „orbitě“ … Fréza stoupá na Z10 Fréza stoupá rychlým posuvem na Z100 Zastavení vřetena Konec programu |
planetacam.ru
Psaní jednoduchého ovládacího programu
Úvod do programování obráběníDíly obrobené na CNC stroji lze považovat za geometrické objekty. Při zpracování se rotující nástroj a obrobek vzájemně pohybují po určité dráze. UE popisuje pohyb určitého bodu nástroje – jeho středu. Trajektorie nástroje je reprezentována jako skládající se z oddělených sekcí, které do sebe procházejí. Tyto úseky mohou být přímky, kruhové oblouky, křivky druhého nebo vyšších řádů. Průsečíky těchto řezů se nazývají referenční nebo uzlové body. UE zpravidla obsahuje přesné souřadnice referenčních bodů.

Rýže. 3.3. Jakýkoli detail může být reprezentován jako soubor geometrických prvků. Pro vytvoření programu zpracování je nutné určit souřadnice všech referenčních bodů
Zkusme napsat malý program pro zpracování drážky znázorněné na Obr. 3.4. Se znalostí souřadnic referenčních bodů to není těžké. Nebudeme se podrobně zabývat kódem celého NC, ale budeme věnovat zvláštní pozornost psaní čar (NC rámců), které jsou přímo zodpovědné za pohyb přes referenční body drážky. Pro obrobení drážky je třeba nejprve posunout frézu do bodu T1 a spustit ji do příslušné hloubky. Dále je třeba pohybovat frézou postupně přes všechny referenční body a zvednout nástroj z materiálu obrobku. Najdeme souřadnice všech referenčních bodů drážky a pro větší pohodlí je zapíšeme do tabulky. 3.1.
Tabulka 3.1. Souřadnice referenčního bodu drážky
Ahoj milé čtení. V tomto tématu se budeme zabývat jedním z nejnaléhavějších problémů pro CNC stroj, konkrétně jak se naučit psát program pro začátečníky pro CNC stroj. Slovo nováček znamená osobu, která v této oblasti činnosti nemá absolutně žádné znalosti. Prosím lidi, kteří se v této oblasti pohybují delší dobu, aby tento článek výrazně nekritizovali, protože je určen lidem s minimální úrovní znalostí.
1 Co je to CNC stroj a k čemu jsou programy?
Začněme z dálky. Pokud jste v tomto oboru nováčkem, pak budete muset vědět, co je to CNC stroj. CNC stroj je numericky řízený stroj, který pracuje podle vámi vytvořeného plánovaného programu.
V dnešní době existuje obrovské množství programů, které vám mohou pomoci s rozvojem vašich projektů. Stále ale potřebujete znalosti, které jsou také výchozím bodem. Kvůli problémům s programy nebo prosté neznalosti jejich funkcí dochází k vyhoření malých vnitropodnikových podniků nebo zvýšených nákladů na materiál pro výrobu. Pokusím se vám proto vysvětlit výchozí základy, které vám pomohou v dalším rozvoji.
2 TOP-3 nejoblíbenější programy pro učení a práci s CNC strojem.
Pro začátek si ukážeme nejoblíbenější a nejužitečnější programy pro práci s obráběcím strojem s programovatelným numerickým řízením.
Mach3 je na 3. místě v našich nejlepších aplikacích. Tato aplikace se z nějakého důvodu umístila na 3. místě.
Za prvé, tento program lze najít zdarma na internetu, přičemž strávíte trochu svého času a úsilí.
Za druhé, tento program, navržený pro práci s obráběcím strojem s programovatelným numerickým řízením, má další uživatelskou příručku, která popisuje všechny funkce a vlastnosti pro používání programu.
Za třetí, program má jednoduché a intuitivní rozhraní, které nezpůsobí zamrznutí mozku. To urychluje zvykání si na program a zkracuje čas na vývoj projektu.
Zde jsou výhody programu Mach3. Ale přesto je program určen pro lidi, kteří umí pracovat alespoň s ručním nebo automatickým strojem, ale ne pro úplné začátečníky. Mimochodem, úplný popis tohoto programu lze nalézt na našich webových stránkách.
Druhé místo zaujímá program CNCez Pro.
Tento program umožňuje pracovat v simulátoru CNC stroje, ale lze v něm vytvářet i programy, které lze následně přímo přenést do CNC stroje. Stejně jako Mach3 má obrovskou sadu funkcí a příkazů, ale najít jej v bezplatném internetovém zdroji je poměrně obtížné a problematické. Z vlastní zkušenosti vám mohu říci, že jejím hledáním strávíte nejeden den, ale stojí za to. Koneckonců, při práci v tomto simulátoru se spotřebuje pouze elektřina a nic víc. Dodává se také s uživatelskou příručkou, která vám pomůže začít. To je to, o čem je simulátor CNCez Pro.
A nyní přejděme k vrcholné části našeho článku a pojďme si říci, který program je na prvním místě v naší špičce. První místo obsadil program s názvem ArtCam.
Tato aplikace přímo souvisí s CNC obráběcím strojem. Tato aplikace má v sobě zabudované obrovské množství různých nástrojů a funkcí. Program má také položku pro vytváření tří modelů a další zajímavé položky. Součástí programu je psaní programů pro CNC stroj. Tento program má ale jednu nevýhodu. Najít tento program ve volném zdroji je nereálné a cena programu je poměrně vysoká. Ale náklady jsou kompenzovány různými možnostmi tohoto programu pro CNC stroj. Na výběr je i vaše připravenost, která hraje obrovskou roli ve vašem nástupním výcviku a proto obsadila první místo ve špičkových programech vhodných pro výuku práce s numericky řízeným obráběcím strojem.
3 Proč byste měli používat tyto programy.
Všem vám doporučujeme tyto aplikace používat, protože tyto programy prošly ohněm a vodou a také různými preventivními testy. Aplikace pro práci s obráběcími stroji s numerickým řízením jsou neustále vyvíjeny a modernizovány, což přidává stále více nových funkcí. Když jsem začal pracovat s CNC strojem, potýkal jsem se s problémem psaní programů pro vytvoření produktu. Ale za pouhý měsíc jsem prostudoval startovací příručku pro Mach3 a naučil se, jak vyvinout vlastní programy pro výrobu produktů. Teď už jsem si vybudoval začínající publikum kupujících a pracuji pro sebe, ale to všechno vyžaduje čas, zdroje a hlavně je potřeba se neustále zlepšovat.
4 Výsledek článku:
Vážení čtenáři, v tomto článku jsme zkoumali CNC stroj a vývoj programů pro vytváření různých produktů. Práce s aplikacemi CNC obráběcích strojů je samozřejmě obtížná a problematická. Ale jakýkoli problém lze studovat a řešit pomocí improvizovaných materiálů. Pokud je problém s nedostatkem znalostí, můžete si přečíst další literaturu a nastudovat další pokyny pro různé programy. Abyste dosáhli určitého cíle, musíte si stanovit cíle, kterých můžete dosáhnout. Pro začátečníky v tomto oboru mohu dát jedinou radu – nastudujte si co nejvíce doplňkové literatury. Pomůže vám při práci s obráběcím strojem s numericky programovatelným řízením a budete se moci zdokonalit i v praktické části. Doufám, že vám moje rady pomohou a dosáhnete maximálního úspěchu při psaní programů pro CNC stroje. Přeji vám všem hodně štěstí, úspěchů a bohatých zákazníků. Sbohem milí čtenáři.
Ovládací programy můžete psát na počítači v sešitu, zvláště pokud jste dobří v matematice a máte spoustu volného času. Nebo můžete okamžitě na stroji a nechat celou dílnu čekat a nebudete litovat dalšího obrobku. Existuje ještě třetí způsob psaní – na lepší zatím nepřišli.
CNC stroj zpracovává obrobek podle programu v G-kódech. G-kód je sada standardních příkazů, které CNC stroje podporují. Tyto příkazy obsahují informace o tom, kde a jak rychle přemístit řezný nástroj pro obrábění součásti. Pohyb řezného nástroje se nazývá dráha. Dráha nástroje v řídicím programu se skládá ze segmentů. Tyto segmenty mohou být přímky, kruhové oblouky nebo křivky. Průsečíky takových segmentů se nazývají referenční body. Text ovládacího programu zobrazuje souřadnice referenčních bodů.
Příklad programu v G-kódech
|
Text programu |
Popis |
|
Nastavené parametry: rovina obrábění, číslo nulového bodu, absolutní hodnoty |
|
|
Volání čísla nástroje 1 |
|
|
Zapnutí vřetena - 8000 ot./min |
|
|
Rychle do bodu X-19 Y-19 |
|
|
Zrychlený pohyb do výšky |
|
|
Lineární pohyb nástroje do bodu XZ Y3 s posuvem F = 600 mm/min |
|
|
Přesuňte nástroj po oblouku o poloměru 8 mm do bodu X8 Y3 |
|
|
Vypnutí vřetena |
|
|
Konec programu |
Existují tři způsoby programování CNC strojů:
- Ručně.
- Na stroji, na CNC stojanu.
- v systému CAM.
Ručně
Pro ruční programování se vypočítají souřadnice referenčních bodů a je popsána sekvence pohybu z jednoho bodu do druhého. Tak se dá popsat zpracování jednoduché geometrie hlavně pro soustružení: pouzdra, kroužky, hladké stupňovité hřídele.
Problémy
Zde jsou některé problémy, které se vyskytnou, když je program zapsán do stroje ručně:
- Na dlouhou dobu. Čím více řádků kódu v programu, tím vyšší pracnost výroby dílu, tím vyšší cena tohoto dílu. Pokud má program více než 70 řádků kódu, je lepší zvolit jiný způsob programování.
- Manželství. Potřebujeme další polotovar pro implementaci, abychom mohli odladit řídicí program a zkontrolovat rýhy nebo podříznutí.
- Rozbití zařízení nebo nářadí. Chyby v textu řídicího programu mohou kromě sňatku vést i ke zlomení vřetena stroje nebo nástroje.
Části, pro které jsou programy psány ručně, mají velmi vysoké náklady.
Na CNC stojanu
Na CNC stojanu se zpracování dílu programuje v interaktivním režimu. Stavěč stroje vyplní tabulku s podmínkami zpracování. Určuje, která geometrie se má zpracovat, šířka a hloubka řezu, nájezdy a odjezdy, bezpečná rovina, řezné podmínky a další parametry, které jsou individuální pro každý typ zpracování. Na základě těchto dat generuje CNC stojan G příkazy pro dráhu nástroje. Takto lze naprogramovat jednoduché části těla. Pro kontrolu programu instalační technik spustí režim simulace na CNC stojanu.
Problémy
Zde jsou některé z problémů, ke kterým dochází, když je program napsán na stojanu:
- Čas. Stroj nefunguje, zatímco instalační program zapisuje program pro zpracování součásti. Prostoj stroje jsou vyhozené peníze. Pokud program získá více než 130 řádků kódu, pak je lepší zvolit jiný způsob programování. I když na CNC stojanu je psaní programu samozřejmě rychlejší než ruční.
- Manželství. CNC stojan neporovnává výsledek obrábění s 3D modelem dílu, takže simulace na CNC stojanu nevykazuje rýhy ani pozitivní nadrozměr. Chcete-li odladit program, musíte položit další obrobek.
- Nevhodné pro složité díly. Na CNC stojanu nelze naprogramovat zpracování složitých profilových dílů. Někdy pro konkrétní díly a velikosti provádějí výrobci CNC stojanů speciální operace na objednávku.
Zatímco program vzniká na stojanu, stroj nepřináší peníze do výroby.
Ve SprutCAM
SprutCAM je CAM systém. CAM je zkratka pro Computer-Aided Manufacturing. To se překládá jako „výroba pomocí počítače“. 3D model součásti nebo 2D obrys je načten do SprutCAM a poté je vybrána sekvence pro výrobu součásti. SprutCAM vypočítá dráhu řezného nástroje a odešle ji v G-kódech pro přenos do stroje. Pro výstup dráhy nástroje do G-kódu se používá postprocesor. Postprocesor převádí interní příkazy SprutCAM na příkazy G-kódu pro CNC stroj. Vypadá to, že
na překlad z cizího jazyka.
Princip fungování ve SprutCAM je představen v tomto videu:
Výhody
Zde jsou výhody při práci se SprutCAM:
- Rychle. Zkracuje dobu vytváření programů pro CNC stroje o 70 %.
- Realizace bez zbytečné přípravy. Program je před spuštěním na stroji zkontrolován.
- Nezahrnuje manželství. Podle našich uživatelů snižuje SprutCAM výskyt defektů o 60 %.
- Kontrola kolizí. SprutCAM řídí kolize s částí nebo pracovními jednotkami stroje, zanořuje se rychlým posuvem.
- Zpracování složitých profilových dílů. Ve SprutCAM pro víceosé operace je použito 13 strategií pro pohyb nástroje po povrchu součásti a 9 strategií pro ovládání osy nástroje. SprutCAM automaticky řídí úhel sklonu a vypočítává bezpečnou dráhu obrábění, aby nedošlo ke kolizi držáku nebo řezného nástroje s obrobkem.
Sestavení řídicího programu pro váš CNC stroj je možné v plnohodnotné verzi SprutCAM. Je třeba jej stáhnout a spustit. Po instalaci se budete muset zaregistrovat. Ihned po registraci začne SprutCAM fungovat.
Pro ty, kteří právě začali zkoušet, poskytujeme 30denní plnohodnotnou bezplatnou verzi programu!
SprutCAM má 15 konfigurací, včetně dvou speciálních verzí: SprutCAM Practice a SprutCAM Robot. Chcete-li zjistit, která konfigurace je vhodná pro vaše zařízení a kolik to stojí, zavolejte na číslo 8-800-302-96-90 nebo napište na [e-mail chráněný] místo.
 Výběr programu zpracování GIS
Výběr programu zpracování GIS Výpočet a analýza elektrického obvodu střídavého proudu
Výpočet a analýza elektrického obvodu střídavého proudu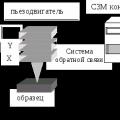 Rastrovací sondový mikroskop Současný stav a vývoj rastrovací sondové mikroskopie
Rastrovací sondový mikroskop Současný stav a vývoj rastrovací sondové mikroskopie