Pisanje preprostega nadzornega programa. Izdelava programov za CNC stroje Primeri CNC programa za stružni stroj
Deli, obdelani na CNC stroju, se lahko obravnavajo kot geometrijski objekti. Med obdelavo se vrteče orodje in obdelovanec premikata drug glede drugega po določeni poti. UE opisuje gibanje določene točke orodja - njegovega središča. Pot orodja je predstavljena kot sestavljena iz ločenih odsekov, ki prehajajo drug v drugega. Ti odseki so lahko ravne črte, loki krogov, krivulje drugega ali višjega reda. Točke presečišča teh odsekov se imenujejo referenčne ali vozlišča. UE praviloma vsebuje koordinate točno referenčnih točk.
Poskusimo napisati majhen program za obdelavo utora, prikazanega na sl. 3.4. Če poznamo koordinate referenčnih točk, to ni težko narediti. Ne bomo podrobno obravnavali kode celotnega NC, ampak bomo posebno pozornost namenili zapisovanju črt (NC okvirjev), ki so neposredno odgovorne za premikanje skozi referenčne točke utora. Za obdelavo utora morate najprej premakniti rezalnik na točko T1 in ga spustiti na ustrezno globino. Nato morate rezalnik zaporedoma premikati skozi vse referenčne točke in dvigniti orodje iz materiala obdelovanca. Poiščimo koordinate vseh referenčnih točk utora in jih za udobje damo v tabelo. 3.1.
Tabela 3.1. Koordinate referenčne točke reže
| Dot | X koordinata | Y koordinata |
|---|---|---|
| Tl | 3 | 8 |
| T2 | 3 | 3 |
| TK | 7 | 3 |
| T4 | 7 | 8 |
Pripeljemo rezalno orodje na prvo referenčno točko:
Naslednja dva okvirja povzročita, da se orodje spusti na zahtevano globino v material obdelovanca.
N60 G00 Z0.5
N70 G01 Z-l F25
Ko je orodje na želeni globini (1 mm), ga lahko premaknete skozi vse referenčne točke za obdelavo utora:
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
Zdaj morate odstraniti orodje iz materiala obdelovanca - dvignite ga na majhno višino:
Sestavimo vse okvirje skupaj, dodamo nekaj pomožnih ukazov in dobimo končno različico programa:
| Osebje UP | Opis okvirja |
|---|---|
| % | Simbol za začetek programa |
| O0001 (PAZ) | Številka programa (0001) in ime programa (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | Varnostni niz |
| N20 M06 T01 (FREZA D1) | Klic orodja #1 |
| N30 G43 H01 | Popravek dolžine orodja št. 1 |
| N40 M03 S1000 | Vklop hitrosti vretena (1000 vrt/min) |
| N50 G00 X3 Y8 | Hitro premikanje do referenčne točke T1 |
| N60 G00 Z0.5 | Hitri tek orodja B Z0.5 |
| N70 G01 Z-l F25 | Potujte do globine 1 mm pri pomiku 25 mm/min |
| N80 G01 ХЗ Y3 | Premikanje orodja do točke T2 (25 mm/min) |
| N90 G01 X7 Y3 | Premikanje orodja do točke T3 (25 mm/min) |
| N100 G01 X7 Y8 | Premikanje orodja do točke T4 (25 mm/min) |
| N110 G01 Z5 | Dvig orodja v Z5 (25 mm/min) |
| N120 M05 | Izklopite hitrost vretena |
| N130 M30 | Konec programa |
| % | Konec programskega znaka |
Bistveno povečati produktivnost proizvodnje in kakovost izdelanih izdelkov. Vendar pa za delovanje potrebujejo posebne programe. Z njihovo pomočjo se izdelajo modeli bodočih izdelkov in nastavijo ukazi, ki regulirajo delovanje strojev. Opis krmilnih programov za CNC stroje vam bo pomagal izbrati pravo programsko opremo.
Splošne informacije
Prvič, za delo s takšnim strojem boste potrebovali urejevalnik 3D. Pri ustvarjanju domačih medalj, številk ali drugih preprostih izdelkov lahko brez takšne programske opreme. Dovolj bo, da zahtevano sliko pretvorite v kodo g. Vendar pa se postavitve izdelkov v razsutem stanju ustvarijo v ustreznih urejevalnikih.
Volumetrični modeli so ustvarjeni v posebni programski opremi (na primer Art Cam) z naknadno transformacijo. Za industrijske naprave je priporočljiva uporaba ločene programske opreme.
Operacijski sistem je zelo pomemben. Pomemben je neposreden nadzor vrat LPT. Microsoftova programska oprema nima takšnih zmogljivosti (govorimo o operacijskih sistemih Windows). Za nekatere programske opreme so zamude do 0,2 sekunde normalne. Vendar pa programske opreme, kot je MATH 3, na primer, ni mogoče uporabiti v prisotnosti takšnih zamud (naprava je lahko poškodovana).
CNC programi delujejo veliko bolje v okolju Linux. Obstaja celo operacijski sistem CNC Linux, ki je posebej ustvarjen za takšne dejavnosti. Optimiziran je za normalno delovanje stroja z uporabo vrat LPT.
Seznam programske opreme
Količina programske opreme za CNC je velika. Razlikuje se po svoji funkcionalnosti in namenu. Nekatera programska oprema zahteva zmogljive računalnike. Drugi vzorci lahko delujejo na manj zmogljivih računalnikih.
Razlikujemo lahko naslednjo programsko opremo:
- "Vizualni CAD/CAM 2014". To je programski paket, ki vključuje programsko opremo, potrebno za izdelavo krmilnih programov za 3-osne rezkalne stroje. Poleg tega ta paket vsebuje orodja, ki vizualizirajo proces obdelave;
- "Funkcija CAM 2011". Eden najbolj znanih pripomočkov, ki se uporabljajo za modeliranje in izdelavo izdelkov kompleksne zasnove in industrijske opreme. Avtomobilska, vesoljska, inženirska in energetska industrija že leta uporabljajo to programsko opremo;
- Gibbscam. Zasnovan za dva do pet aksialnih rezkalnikov. S to programsko opremo lahko izvajate tudi več vrst modeliranja (2D, 3D, površinsko, žično, itd.);
- Art CAM. Najboljši pripomoček, s katerim lahko oblikujete volumetrične reliefe. Pomembna značilnost te programske opreme je odsotnost potrebe po nadaljnjem ročnem izpopolnjevanju.
Zgoraj navedeni CNC programi dobro opravijo svoje delo. Že nekaj let jih uporabljajo različna podjetja po vsem svetu.
MATEMATIKA 3
Ločeno je treba omeniti ameriško programsko opremo "MATH 3". Primeren je za različne vrste usmerjevalnikov, risalnikov in stružnic. Široko uporabljajo tako profesionalci kot amaterji.
S tem programom za CNC rezkalni stroj lahko:
- upravljanje več koordinat (do šest);
- neposredno uvozite grafične slike različnih formatov;
- ustvarite nadzorno programsko opremo;
- upravljajte indikator, kot je hitrost vrtenja;
- uporabite ročne generatorje impulzov;
- ustvarite M kode po meri.
Za uporabo te programske opreme morate imeti operacijski sistem CNC Linux. V nasprotnem primeru ne bo mogoče zagotoviti pravilnega delovanja programske opreme.

Izdelava nadzorne programske opreme
Postopek izdelave CNC krmilnega programa je sestavljen iz več stopenj. Primer je izdelava projekta za rezbarjenje lesa. CNC stroji so programirani v svežnju CAD/CAM programske opreme, tako da bo celoten delovni proces sestavljen iz treh stopenj:
- Izdelava modela izdelka. Za to se uporabljajo 3D urejevalniki. Delo izvajajo posebej usposobljeni oblikovalci, h katerim se bo treba zateči. Ustvarjeni model se lahko v prihodnosti uteleši v različnih lestvicah in velikostih.
- Izdelava nadzornega programa. Za to se uporablja zgoraj opisana programska oprema. Končni model prihodnjega izdelka se uvozi v izbrano programsko opremo. V skladu z njegovo velikostjo, obliko, vrsto in drugimi parametri se sestavi ustrezna programska oprema.
- Rezkanje. Stroj bere ukaze krmilnega programa, zaradi česar se delovni organi naprave premikajo po vnaprej ustvarjenih koordinatah in izvajajo predpisana dejanja.
Delo s CNC strojem zahteva določeno znanje. Vendar pa razpoložljivost posebne programske opreme to nalogo olajša.
Tako je delovanje obdelovalnih strojev z numeričnim krmiljenjem nemogoče brez posebnih pripomočkov. Ustvarjene so z uporabo ločene programske opreme. Danes obstaja veliko število takšne programske opreme. Različna programska oprema se razlikuje tako po funkcionalnosti kot po zahtevah za računalnik. Čeprav je za delovanje programske opreme potrebno nekaj znanja, številna navodila olajšajo učni proces.
CNC strojni cikli v pločevinkah
riž. 8.8. Potrebno je izvrtati 7 lukenj s premerom 3 mm in globino 6,5 mm
Primer #2

riž. 8.9. Potrebno je izvrtati 12 lukenj s premerom 5 mm in globino 40 mm, najprej izvedite operacijo centriranje luknje
| Programska koda | Opis |
| % O0002 (IME PROGRAMA - LUKNJE2) N100 G21 N102 G0 G17 G40 G49 G80 G90 (CENTROVKA) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3 N108 G402 h. N110Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12,5 Y21,651 N116 X0. Y25. N118 X-12,5 Y21,651 N120 X-21,651 Y12,5 N122 X-25. Y0. N124 X-21.651 Y-12.5 N126 X-12.5 Y-21.651 N128 X0. Y-25. N130 X12,5 Y-21,651 N132 X21,651 Y-12,5 N134 X25. Y0. N136 G80 N138 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M01 (IZVRTANJE 12 IZVRTIN) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 h3 Z100. N154Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12,5 Y21,651 N160 X0. Y25. N162 X-12.5 Y21.651 N164 X-21.651 Y12.5 N166 X-25. Y0. N168 X-21.651 Y-12.5 N170 X-12.5 Y-21.651 N172 X0. Y-25. N174 X12,5 Y-21,651 N176 X21,651 Y-12,5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % | Številka programa Ime programa Metrično delovanje Varnostna črta Opomba Klic za centriranje Pomik na luknjo št.1 Popravek dolžine orodja Hitro premikanje na Z2. Vrtanje po prednastavljenem ciklu Centriranje lukenj #2 Centriranje lukenj #3 Centriranje luknje #4 Centriranje luknje #5 Centriranje luknje #6 Centriranje luknje #7 Centriranje luknje #8 Centriranje luknje #9 Centriranje luknje #10 Centriranje luknje #11 Centriranje lukenj #12 Preklic cikla v celoti Premaknite se na Z100. Zapora vretena Z vrnitev izhodišča X, Y vrnitev izhodišča Začasna zaustavitev Opomba Pokličite 5 mm sveder Premik na luknjo št. 1 Popravek dolžine orodja Hiter premak na Z2. Prekinitveni cikel vrtanja Izvrtina #2 Izvrtina #3 Izvrtana luknja #4 Izvrtana luknja #5 Izvrtana luknja #6 Vrtanje #7 Vrtanje #7 Vrtanje #8 Izvrtina #9 Izvrtina #10 Izvrtana luknja #11 Izvrtina #12 Preklic cikla Premaknite se na Z100. Zapora vretena Z izhodiščni povratek X, Y izvorni povratek Konec programa |
planetacam.ru
2.17. Primer kontrolnega programa za obdelavo
podrobnosti "Navojni valj"
Na sl. 41 prikazuje kombinirano risbo obdelovanca in dela "Navojni valj" s trajektorijami rezalnih orodij za njegovo obdelavo na stroju 16A20F3, opremljenem s CNC sistemom 2P22.

riž. 41. Shema za obdelavo dela "Navojni valj"
Kontrolni program za obdelavo dela "Navojni valj" ima naslednjo obliko:
| N001 T1S3 572 F0,43 M08 | Rezalnik T1 - grobo, tretje območje, n = 572 vrt / min, s = 0,43 mm / vrt, dovod hladilne tekočine vklopljen. |
| Približevanje izhodišču za cikel L08. |
|
| N003 L08 A1 P4 | Cikel L08, končni dodatek 1 mm na premer, globina reza 4 mm. |
| Opis konture dela. |
|
| N011 S3 650 F0.2 | Sprememba načina n = 650 vrt./min, s = 0,2 mm/vr. |
| Začetna točka pred grobim končnim obrezovanjem. |
|
| Grobo rezanje čelne strani po ciklu L05. |
|
| N014 T3 S3 1000 F0.12 | Rezalnik T3 - končna obdelava, tretje območje, n = 1000 vrt./min, s = 0,12 mm / vrt. |
| Približajte se izhodišču za cikel L10. |
|
| Nastavitev stalne hitrosti rezanja. |
|
| Definiranje cikla L10 za končno obdelavo, opis dela iz bloka N004. |
|
| Prekličite konstantno hitrost rezanja. |
|
| Začetna točka pred končnim končnim rezom. |
|
| Čisti končni rez. |
|
| Umik rezila od konca vzdolž osi Z za 0,5 mm. |
|
| Približek rezila do točke začetka posnetja 2×45°. |
|
| Zasuk za 2×45°. |
|
| N024 T5 S3 600 F0,25 | Rezalnik T5 - žlebov, tretje območje, n = 600 vrt./min, s = 0,25 mm/obr. |
| N025 X32 Z-35 E | Začetna točka pred utorom. |
| Utoritev do ø20 mm. |
|
| Umik rezalnika iz utora je pospešen. |
|
| N028 T7 S3 720 F0.3 | Rezalnik T7 - navoj, tretje območje, n = 720 vrt./min, s = 0,3 mm / vrt. |
| Začetna točka cikla pred navojem. |
|
| N030 L01 F1.5 W-33.5 A0 X22.08 P0.3 C0 | Cikel L01 za navoj M24×1,5. |
| Izklopite dovod hladilne tekočine. |
|
| Konec kontrolnega programa, vrnitev na I.T. |
3. Delo na strojih, opremljenih s CNC sistemom 2p22
3.1. Daljinec
Za nastavitev načinov delovanja naprave CNC 2P22, ročnega vnosa podatkov, urejanja programa in dialoga z napravo je zasnovana nadzorna plošča, izdelana v obliki oddaljene enote, nameščene na vrtljivi konzoli stroja. Tipkovnica nadzorne plošče je prikazana na sl. 17, in dodelitev ključev - v tabeli. 3.
Funkcije, ki se izvajajo v glavnem in pomožnem načinu delovanja CNC naprave 2P22, so podane v tabeli. 7.
Tabela 7
Načini delovanja CNC 2P22
| Način delovanja |
||
| osnovni | pomožni |
|
| Obdelava dela po krmilnem programu | Samodejni način
| |
| Obdelava dela po krmilnem programu s postanki na koncu bloka | Samodejni način
| Način okvirja
|
| Priprava programa po modelu, zaposlovanje in izdelava posameznega kadra | Ročni način
| |
| Vezava referenčnega sistema | Ročni način
| Način "Izhod na fiksno točko stroja"
|






Nadaljevanje tabele. 7
| Polavtomatski vnos v spomin plavajoče ničle in previsov orodja | Ročni način
|
|
| Polavtomatski vnos v pomnilnik domačega položaja | Ročni način
| Način "Polavtomatski vnos konstant"
|
| Izstopite v začetni položaj | Ročni način
| Način "Izhod v začetni položaj"
|
| Vstop v nadzorni program z nadzorne plošče, prikaz in urejanje programov | Način vnosa
| |
| Vnos, prikaz in urejanje previsov orodja, plavajoče ničle, domačega položaja, parametrov stroja | Način vnosa
| Način "Vnos konstant"
|
| Poiščite želeno številko bloka tehnološkega programa in njegovo navedbo | Način vnosa
| Način iskanja okvirja |
| Vnos v tehnološki program z magnetnega traku | Način vnosa
|
|
| Vnos v tehnološki program z luknjanega traku | Izhodni način
| "Zunanji" način nosilni perforirani trak"
|



 ,
, 











Konec mize. 7
| Izpis programa na trak | Izhodni način
| Način "Zunanji medij - magnetni trak"
|
| Izpis programa na luknjani trak | Izhodni način
| "Zunanji" način nosilec - perforirani trak"
|
| Preverjanje delovanja naprave glede na teste, ki so vgrajeni v programsko opremo | Testni način
| Diagnostični način
|
| Vnos testov z magnetnega traku | Testni način
| Način "Zunanji medij - magnetni trak"
|
| Vnos testov z luknjanega traku | Testni način
| Način "Zunanji medij - luknjani trak"
|
| Prikaz senzorjev in statusa izmenjevalnih signalov na vhodnih in izhodnih konektorjih CNC naprave | Testni način
| Način "Indikacija elektroavtomatike stroja"
|
| Indikacija stanja ponastavi izmenjujejo signale | Testni način
| Način "Ponastavi indikacijo elektroavtomatike stroja"
|














Za izvedbo, predstavljeno v tabeli. 7 funkcij, je treba s pritiskom na dane tipke na nadzorni plošči CNC naprave izstopiti v ustrezen način delovanja (glavni in pomožni).
Tipke, ki še naprej delujejo po sprostitvi, imajo svetlobno signalizacijo. Tipke za izbiro glavnih načinov 3, 4, 5, 6, 7 imajo odvisno vključitev, t.j. naenkrat je aktiven le eden od njih. Delovanje preostalih tipk s svetlobno signalizacijo se prekine s ponovnim pritiskom.
studfiles.net
Programiranje v ISO
Primeri kontrolnih programov
Za obdelavo zunanje konture dela (slika 11.1) je treba izdelati NC z rezalnikom s premerom 5 mm brez kompenzacije za polmer orodja. Globina rezkanja - 4 mm. Konturi se približujemo vzdolž ravnega odseka.
| % O0001 (IME PROGRAMA - KONTURA1) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) | Program O0001 Komentar - ime programa Metrični način vnosa podatkov Varnostna linija Komentar - rezalnik Ф5 mm Klic orodja #1 |
 riž. 11.1. konturiranje riž. 11.1. konturiranje |
|
| N106 G0 G90 G54 X25. Y-27.5 S2000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-4. F100. N116 X-27,5 N118 Y20. N120 G2 X-20. Y27.5 R7.5 N122 G1 X1.036 N124 X27.5 Y1.036 N126 Y-20. N128 G2 X20. Y-27,5 R7,5 N130 G1 Z6. N132 G0 Z100. N134 M5 N136 G91 G28 Z0. N138 G28 X0. Y0. N140 M30 | Pozicioniranje na začetno točko poti (1), vklop hitrosti vretena 2000 obr/min Kompenzacija dolžine orodja #1 Pozicioniranje v Z10 Rezalnik se spusti na Z-4 pri rezalnem pomiku 100 mm/min Linearno gibanje do točke ( 2) Linearno gibanje do točke (3 ) Ločno gibanje do točke (4) Linearno gibanje do točke (5) Linearno gibanje do točke (6) Linearno gibanje do točke (7) Ločno gibanje do točke (8) Rezalnik se dvigne do Z6 Rezalnik dvigne se pri hitrem podajanju na Z100 Zaustavi vreteno Vrnitev na izvor v Z Vrnitev na izvor v X in Y Konec programa |
Primer #2. Konturiranje s popravkom polmera orodja
Potrebno je izdelati NC za obdelavo zunanje konture dela (slika 11.2) z rezalnikom s premerom 5 mm s kompenzacijo za polmer orodja. Globina rezkanja - 4 mm. Konturi se približujemo tangencialno.
| % O0002 (IME PROGRAMA - KONTURA2) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) N104 T1 M6 N106 G0 G90 G54 X25. Y-35. S2000 M3 N108 G43 h2 Z100. | Program O0002 Komentar - ime programa Način vnosa metričnih podatkov Varnostna linija Komentar - rezalnik Ф5 mm Pokličite orodje #1 Pozicioniranje na začetno točko poti (1), vklop hitrosti vretena 2000 vrt/min Kompenzacija dolžine orodja #1 Postavitev v Z10 |
 riž. 11.2. Konturiranje s korekcijo riž. 11.2. Konturiranje s korekcijo |
|
| N112 G1 Z-4. F100. N114 G41 D1 Y-30. N116 G3 X20. Y-25. R5. N118 G1 X-25. N120Y20. N122 G2 X-20. Y25. R5. N124 G1 X0. N126X25. Y0. N128 Y-20. N130 G2 X20. Y-25. R5. N132 G3 X15. Y-30. R5. N134 G1 G40 Y-35. N136Z6. N138G0Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M30 | Rezalnik se spusti na Z-4 pri pomiku rezanja 100 mm/min Levi odmik, premaknite se na točko (2) Tangencialni pristop do točke (3) Linearni premik do točke (4) Linearni premik do točke (5) Ločni premik na točko (6) ) Linearno gibanje do točke (7) Linearno gibanje do točke (8) Linearno gibanje do točke (9) Premikanje loka do točke (10) Umik orodja s konture tangencialno na točko (11) Linearno gibanje do točke točka (12) s preklicanim preglasitvijo Rezalnik se dvigne na Z6 Rezalnik se dvigne v hitrem teku na Z100 Zaustavitev vretena Povratek v izvor v Z Vrnitev v izvor v X in Y Konec programa |
Primer #3. konturiranje
Potrebno je izdelati NC za končno obdelavo žepa (slika 11.3) brez kompenzacije za polmer orodja z rezalnikom s premerom 5 mm. Globina rezkanja - 2 mm. Konturi se približujemo tangencialno.
| % O0003 (IME PROGRAMA - ZAKLJUČNI ŽEP) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) N104 T1 M6 N106 G0 G90 G54 X-2.5 Y-2.5 S1000 G4 N108 N110Z10. N112 G1 Z-2. F100. N114 Y-5. N116 G3 X0. Y-7,5 R2,5 N118 G1 X10. N120 G3 X17,5 Y0. R7.5 | Program O0003 Komentar - ime programa Način vnosa metričnih podatkov Varnostna linija Komentar - rezalnik Ф5 mm Pokličite orodje št.1 Pozicioniranje na začetno točko poti (1), vključite hitrost vretena Popravek dolžine orodja št.1 Pozicioniranje v Z10 Rezalnik spusti se do Z-2 pri rezalnem podajanju 100 mm/min Linearno gibanje do točke (2) Tangencialno približevanje točki (3) Linearno gibanje do točke (4) Premikanje po loku do točke (5) |
 riž. 11.3. Žepna končna obdelava riž. 11.3. Žepna končna obdelava |
|
| N122X10. Y7.5 R7.5 N124 G1 X-10. N126 G3 X-17,5 Y0. R7,5 N128 X-10. Y-7,5 R7,5 N130 G1 X0. N132 G3 X2,5 Y-5. R2,5 N134 G1 Y-2,5 N136 Z8. N138G0Z100. N140 M5 N146 M30 | Premik loka na točko (6) Linearni premik na točko (7) Premik loka do točke (8) Premik loka do točke (9) Linearni premik do točke (10) Umik orodja tangencialno na točko (11) Linearni premik do točke (12) Rezalnik se dvigne na Z8 Rezalnik se v hitrem teku dvigne na Z100 Zaustavitev vretena Konec programa |
Primer številka 4. Konturiranje s popravkom polmera orodja
Ustvariti morate NC za končno obdelavo žepa s popravkom polmera orodja. Globina rezkanja - 2 mm. Konturi se približujemo tangencialno.
| % O0004 (IME PROGRAMA - KONČNI ŽEP2) | Program O0004 Komentar - ime programa Način metričnega vnosa |
 riž. 11.4. Dodelava žepa s popravkom riž. 11.4. Dodelava žepa s popravkom |
|
| N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X-2,5 Y-5. S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-2. F100. N114 G41 D1 Y-7,5 N116 G3 X0. Y-10. R2,5 N118 G1 X10. N120 G3 X20. Y0. R10. N122X10. Y10. R10. N124 G1 X-10. N126 G3 X-20. Y0. R10. N128 X-10. Y-10. R10. N130 G1X0. N132 G3 X2,5 Y-7,5 R2,5 N134 G1 G40 Y-5. N136Z8. N138G0Z100. N140 M5 N146 M30 | Varnostna črta Pokličite orodje št. 1 Postavite na začetno točko poti (1), vklopite število vrtljajev vretena Številka kompenzacije dolžine orodja tangenta na točko (3) Linearni premik na točko (4) Premik loka na točko (5) Lok premik do točke ( 6) Linearni premik na točko (7) Premik loka na točko (8) Premik loka do točke (9) Linearni premik na točko (10) Umik orodja tangencialno na točko (11) Linearni premik do točke (12) s preklicanim preglasitvijo Rezalnik se dvigne do Z8 Rezalnik se dvigne pri hitrem podajanju do Z100 Zaustavitev vretena Konec programa |
Primer številka 5. Rezkanje pravokotnega žepa
Za obdelavo pravokotnega žepa z rezalnikom s premerom 10 mm je potrebno izdelati NC. Globina rezkanja - 1 mm.
| % O0005 (IME PROGRAMA - GROBKI ŽEP) N100 G21 N102 G0 G17 G40 G49 G80 G90 | Program O0005 Komentar - ime programa Način vnosa metričnih podatkov Varnostni niz Klic orodja #1 |
 riž. 11.5. Grobo rezkanje pravokotnega žepa riž. 11.5. Grobo rezkanje pravokotnega žepa |
|
| N106 G0 G54 X-13,75 Y3,75 S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-1. F100. N114 Y-3,75 N116 X13,75 N118 Y3,75 N120 X-13,75 N122 X-17,5 Y7,5 N124 Y-7,5 N126 X17,5 N128 Y7,5 N130 X-17,5 N132 X-2 Y15. N134 Y-15. N136X25. N138Y15. N140 X-25. N142Z9. N144 G0 Z100. N146 M5 N152 M30 | Pozicioniranje na začetno točko poti (1), vklop hitrosti vretena Kompenzacija dolžine orodja št. 1 Pozicioniranje v Z10 Rezalnik se spusti na Z-1 pri rezalnem pomiku 100 mm/min Linearno gibanje do točke (2) Linearno gibanje do točke (3) Linearno gibanje do (4) Linearno premikanje do točke (1) Linearno premikanje do točke (5) Linearno premikanje do točke (6) Linearno premikanje do točke (7) Linearno premikanje do točke (8) Linearno premikanje do točke točka (5) Linearni premik do točke (9) Linearni premik do točke (10) Linearni premik do točke (11) Linearni premik do točke (12) Linearni premik do točke (9) Rezalnik se dvigne na Z9 Rezalnik se dvigne pri hitrem podajanju do Z100 Zaustavitev vretena Konec programa |
Primer številka 6. Rezkanje okroglega žepa
Za obdelavo okroglega žepa z rezalnikom s premerom 10 mm je potrebno izdelati NC. Globina - 0,5 mm.
| % O0000 (IME PROGRAMA - N6) N100 G21 N102 G0 G17 G40 G49 G80 G90 | Program O0006 Komentar - ime programa Način vnosa metričnih podatkov Varnostni niz |
 riž. 11.6. Grobo rezkanje okroglega žepa riž. 11.6. Grobo rezkanje okroglega žepa |
|
| N104 T1 M6 N106 G0 G90 G54 X0. Y0. S1000 M3 N108 G43 h2 Z100. N110Z10. N112 G1 Z-.5 F100. N120X5. F200 N122 G3 X-5. R5. N124X5. R5. N126 G1 X10. N128 G3 X-10. R10. N130X10. R10. N132 G1X15. N134 G3 X-15. R15. N136X15. R15. N138 G1 Z10 F300. N140 G0 Z100. N142 M5 N148 M30 | Priklic orodja št. 1 Pozicioniranje na začetno točko poti (1), vklop hitrosti vretena Popravek dolžine orodja št. orbita” … Pomik na točko (2) Krožni premik v 2. “orbiti” … Pomik na točko (3) Krožno premikanje v 3. "orbiti" ... Rezalnik se dvigne na Z10 Rezalnik se dvigne v hitrem teku na Z100 Zaustavitev vretena Konec programa |
planetacam.ru
Pisanje preprostega nadzornega programa
Uvod v programiranje strojne obdelaveDeli, obdelani na CNC stroju, se lahko obravnavajo kot geometrijski objekti. Med obdelavo se vrteče orodje in obdelovanec premikata drug glede drugega po določeni poti. UE opisuje gibanje določene točke orodja - njegovega središča. Pot orodja je predstavljena kot sestavljena iz ločenih odsekov, ki prehajajo drug v drugega. Ti odseki so lahko ravne črte, loki krogov, krivulje drugega ali višjega reda. Točke presečišča teh odsekov se imenujejo referenčne ali vozlišča. UE praviloma vsebuje koordinate točno referenčnih točk.

riž. 3.3. Vsak detajl je mogoče predstaviti kot niz geometrijskih elementov. Za izdelavo programa obdelave je potrebno določiti koordinate vseh referenčnih točk
Poskusimo napisati majhen program za obdelavo utora, prikazanega na sl. 3.4. Če poznamo koordinate referenčnih točk, to ni težko narediti. Ne bomo podrobno obravnavali kode celotnega NC, ampak bomo posebno pozornost namenili zapisovanju črt (NC okvirjev), ki so neposredno odgovorne za premikanje skozi referenčne točke utora. Za obdelavo utora morate najprej premakniti rezalnik na točko T1 in ga spustiti na ustrezno globino. Nato morate rezalnik zaporedoma premikati skozi vse referenčne točke in dvigniti orodje iz materiala obdelovanca. Poiščimo koordinate vseh referenčnih točk utora in jih za udobje damo v tabelo. 3.1.
Tabela 3.1. Koordinate referenčne točke reže
Pozdravljeni dragi bralec. V tej temi bomo obravnavali eno najbolj perečih vprašanj za CNC stroj, in sicer, kako se naučiti pisati program za začetnika za CNC stroj. Beseda novinec pomeni osebo, ki nima prav nobenega znanja na tem področju dejavnosti. Prosim ljudi, ki delajo na tem področju že dlje časa, da tega članka ne kritizirajo, ker je namenjen ljudem z minimalno stopnjo znanja.
1 Kaj je CNC stroj in čemu so namenjeni programi?
Začnimo od daleč. Če ste novi na tem področju, boste morali vedeti, kaj je CNC stroj. CNC stroj je numerično krmiljen stroj, ki deluje po načrtovanem programu, ki ga ustvarite.
Dandanes obstaja ogromno programov, ki vam lahko pomagajo pri razvoju vaših projektov. A vseeno rabiš znanje, ki je tudi izhodišče. Zaradi težav s programi ali preprostega nepoznavanja njihovih funkcij izgorevajo mala domača podjetja ali pa se povečajo stroški materiala za proizvodnjo. Zato vam bom poskušal razložiti izhodiščne osnove, ki vam bodo pomagale pri nadaljnjem razvoju.
2 TOP-3 najbolj priljubljena programa za učenje in delo s CNC strojem.
Za začetek bomo prikazali najbolj priljubljene in uporabne programe za delo s strojnim orodjem s programirljivim numeričnim krmiljenjem.
Mach3 se uvršča na 3. mesto v naših najboljših aplikacijah. Ta aplikacija je z razlogom zasedla 3. mesto.
Prvič, ta program lahko brezplačno najdete na internetu, pri tem pa porabite malo svojega časa in truda.
Drugič, ta program, zasnovan za delo s strojnim orodjem s programirljivim numeričnim krmiljenjem, ima dodaten uporabniški priročnik, ki opisuje vse funkcije in funkcije za uporabo programa.
Tretjič, program ima preprost in intuitiven vmesnik, ki ne bo povzročil zamrznitve možganov. To pospešuje navajanje na program in skrajša čas za razvoj projekta.
Tukaj so prednosti programa Mach3. A vseeno je program namenjen ljudem, ki lahko delajo vsaj z ročnim ali avtomatskim strojem, ne pa absolutnim začetnikom. Mimogrede, celoten opis tega programa najdete na naši spletni strani.
Drugo mesto zaseda program CNCez Pro.
Ta program vam omogoča delo v simulatorju CNC stroja, lahko pa v njem ustvarjate tudi programe, ki jih lahko nato neposredno prenesete na CNC stroj. Tako kot Mach3 ima ogromen nabor funkcij in ukazov, vendar je iskanje v brezplačnem internetnem viru precej težko in problematično. Iz lastnih izkušenj vam lahko povem, da jo boste iskali več kot en dan, vendar so vredni. Navsezadnje se pri delu v tem simulatorju porabi samo elektrika in nič več. Priložen je tudi uporabniški priročnik, ki vam pomaga začeti. Za to je namenjen simulator CNCez Pro.
In zdaj pojdimo na vrhunec našega članka in povejmo, kateri program zaseda prvo mesto v našem vrhu. Prvo mesto je zasedel program ArtCam.
Ta aplikacija je neposredno povezana s CNC obdelovalnim strojem. Ta aplikacija ima vgrajeno ogromno različnih orodij in funkcij. Program ima tudi postavko za ustvarjanje treh de modelov, pa tudi druge zanimive predmete. Program vključuje pisanje programov za CNC stroj. Toda ta program ima eno pomanjkljivost. Najti ta program v brezplačnem viru je nerealno, stroški programa pa so precej visoki. Toda stroški se izravnajo z različnimi zmogljivostmi tega programa za CNC stroj. Na izbiro je tudi vaša pripravljenost, ki ima veliko vlogo pri vašem začetnem usposabljanju in je zato zasedla prvo mesto v vrhunskih programih, primernih za učenje dela z numerično vodenim strojnim orodjem.
3 Zakaj bi morali uporabljati te programe.
Vsem svetujemo uporabo teh aplikacij, saj so ti programi prestali ogenj in vodo ter različne preventivne teste. Aplikacije za delo z obdelovalnimi stroji z numerično krmiljenjem se nenehno razvijajo in nadgrajujejo, kar dodaja vedno več novih funkcij. Ko sem začel delati s CNC strojem, sem se soočil s težavo pisanja programov za izdelavo izdelka. Toda v samo enem mesecu sem preučil začetni priročnik za Mach3 in se naučil, kako razviti lastne programe za izdelavo izdelkov. Zdaj sem si že ustvaril začetno občinstvo kupcev in delam zase, a vse to zahteva čas, sredstva in kar je najpomembneje, nenehno se morate izboljševati.
4 Rezultat članka:
Dragi bralci, v tem članku smo preučili CNC stroj in razvoj programov za ustvarjanje različnih izdelkov. Seveda je delo z aplikacijami CNC obdelovalnih strojev težko in problematično. Toda vsak problem je mogoče preučiti in rešiti s pomočjo improviziranih materialov. Če imate težave s pomanjkanjem znanja, lahko preberete dodatno literaturo, pa tudi preučite dodatne smernice za različne programe. Za dosego določenega cilja si morate postaviti cilje, ki jih lahko dosežete. Začetnikom na tem področju lahko dam le en nasvet – preučite čim več dodatne literature. Pomagal vam bo pri delu z obdelovalnim strojem z numerično programirljivim krmiljenjem, izpopolnjevali pa se boste lahko tudi v praktičnem delu. Upam, da vam bo moj nasvet pomagal in da boste dosegli največji uspeh pri pisanju programov za CNC stroje. Vsem želim veliko sreče, uspeha in bogatih strank. Zbogom dragi bralci.
Kontrolne programe lahko pišete na računalniku v zvezek, še posebej, če ste dobri v matematiki in imate veliko prostega časa. Lahko pa takoj na stroj in pustite, da celotna trgovina počaka, in vam ni žal za dodatni obdelovanec. Obstaja še tretji način pisanja - boljšega še niso izmislili.
CNC stroj obdeluje obdelovanec po programu v G-kodah. G-koda je nabor standardnih ukazov, ki jih podpirajo CNC stroji. Ti ukazi vsebujejo informacije o tem, kje in kako hitro premakniti rezalno orodje za obdelavo dela. Gibanje rezalnega orodja se imenuje pot. Pot orodja v krmilnem programu je sestavljena iz segmentov. Ti segmenti so lahko ravne črte, krožni loki ali krivulje. Točke presečišča takšnih segmentov imenujemo referenčne točke. Besedilo krmilnega programa prikazuje koordinate referenčnih točk.
Primer programa v G-kodah
|
Besedilo programa |
Opis |
|
Nastavite parametre: obdelovalna ravnina, število ničelne točke, absolutne vrednosti |
|
|
Klicanje orodja številka 1 |
|
|
Vklop vretena - 8000 vrt / min |
|
|
Hitro do točke X-19 Y-19 |
|
|
Pospešeno premikanje v višino |
|
|
Linearno premikanje orodja do točke XZ Y3 s pomikom F = 600 mm/min |
|
|
Orodje premaknite vzdolž loka s polmerom 8 mm do točke X8 Y3 |
|
|
Izklop vretena |
|
|
Konec programa |
Obstajajo trije načini programiranja CNC strojev:
- Ročno.
- Na stroju, na CNC stojalu.
- v sistemu CAM.
Ročno
Za ročno programiranje se izračunajo koordinate referenčnih točk in opiše zaporedje premikanja od ene točke do druge. Tako lahko opišete obdelavo preproste geometrije, predvsem za struženje: puše, obroči, gladke stopničaste gredi.
Težave
Tukaj je nekaj težav, ki se pojavijo, ko se program ročno zapiše v stroj:
- Za dolgo časa. Več kot je vrstic kode v programu, večja je delovna intenzivnost izdelave dela, višji so stroški tega dela. Če program vsebuje več kot 70 vrstic kode, je bolje izbrati drugo metodo programiranja.
- Poroka. Za izvedbo potrebujemo dodaten prazen prostor, da odpravimo napake v nadzornem programu in preverimo, ali so izbokline ali podrezi.
- Poškodba opreme ali orodja. Napake v besedilu krmilnega programa lahko poleg poroke povzročijo tudi zlom vretena ali orodja stroja.
Deli, za katere so programi napisani ročno, imajo zelo visoke stroške.
Na CNC stojalu
Na CNC stojalu je obdelava dela programirana v interaktivnem načinu. Nastavljalec stroja izpolni tabelo s pogoji obdelave. Določa, katero geometrijo obdelati, širino in globino reza, pristope in odhode, varno ravnino, pogoje rezanja in druge parametre, ki so individualni za vsako vrsto obdelave. Na podlagi teh podatkov CNC regal generira ukaze G za pot orodja. Tako je mogoče programirati preproste dele telesa. Za preverjanje programa monter zažene simulacijski način na CNC stojalu.
Težave
Tukaj je nekaj težav, do katerih pride, ko je program napisan na stojalu:
- Čas. Stroj ne deluje, medtem ko monter piše program za obdelavo dela. Nedelovanje stroja je zapravljen denar. Če program dobi več kot 130 vrstic kode, je bolje izbrati drugo metodo programiranja. Čeprav je na CNC stojalu seveda pisanje programa hitrejše kot ročno.
- Poroka. CNC stojalo ne primerja rezultata obdelave s 3D modelom dela, zato simulacija na CNC stojalu ne kaže izrezov ali pozitivnih prevelikih dimenzij. Za odpravljanje napak v programu morate položiti dodaten obdelovanec.
- Ni primeren za zapletene dele. Na CNC stojalu ne morete programirati obdelave delov kompleksnega profila. Včasih za določene dele in velikosti proizvajalci CNC regalov naredijo posebne operacije po naročilu.
Medtem ko se program ustvarja na stojalu, stroj ne prinaša denarja v proizvodnjo.
V SprutCAM
SprutCAM je sistem CAM. CAM je okrajšava za računalniško podprta proizvodnja. To je prevedeno kot "proizvodnja z uporabo računalnika." V SprutCAM se naloži 3D model dela ali 2D kontura, nato se izbere zaporedje izdelave dela. SprutCAM izračuna pot rezalnega orodja in jo izpiše v G-kodah za prenos na stroj. Postprocesor se uporablja za izpis poti orodja v G-kodo. Postprocesor prevede notranje ukaze SprutCAM v ukaze G kode za CNC stroj. Izgleda
za prevod iz tujega jezika.
Načelo delovanja v SprutCAM je predstavljeno v tem videoposnetku:
Prednosti
Tu so prednosti pri delu s SprutCAM:
- Hitro. Zmanjša čas za ustvarjanje programov za CNC stroje za 70%.
- Izvedba brez nepotrebnih priprav. Program se preveri pred zagonom na stroju.
- Izključuje poroko. Po mnenju naših uporabnikov SprutCAM zmanjša pojav okvar za 60%.
- Nadzor trkov. SprutCAM nadzoruje trke z delom ali delovnimi enotami stroja, se potopi pri hitrem podajanju.
- Obdelava kompleksnih profilnih delov. V SprutCAM za večosne operacije se uporablja 13 strategij premikanja orodja po površini dela in 9 strategij za krmiljenje orodne osi. SprutCAM samodejno nadzoruje kot naklona in izračuna varno pot obdelave, tako da ne pride do trka držala ali rezalnega orodja z obdelovancem.
Sestavljanje krmilnega programa za vaš CNC stroj je možno v različici SprutCAM s polnimi funkcijami. Treba ga je prenesti in zagnati. Po namestitvi se boste morali registrirati. Takoj po registraciji bo SprutCAM začel delovati.
Za tiste, ki ste šele začeli poskušati, nudimo 30-dnevno brezplačno različico programa s polnimi funkcijami!
SprutCAM je 15 konfiguracij, vključno z dvema posebnima različicama: SprutCAM Practice in SprutCAM Robot. Če želite izvedeti, katera konfiguracija je primerna za vašo opremo in koliko stane, pokličite 8-800-302-96-90 ali pišite na [email protected] spletno mesto.
 Izbira programa za obdelavo GIS
Izbira programa za obdelavo GIS Izračun in analiza električnega tokokroga izmeničnega toka
Izračun in analiza električnega tokokroga izmeničnega toka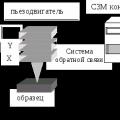 Skenirni sondni mikroskop Trenutno stanje in razvoj skenirne sondne mikroskopije
Skenirni sondni mikroskop Trenutno stanje in razvoj skenirne sondne mikroskopije